 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
BASKI DEVRE HAZIRLAMA
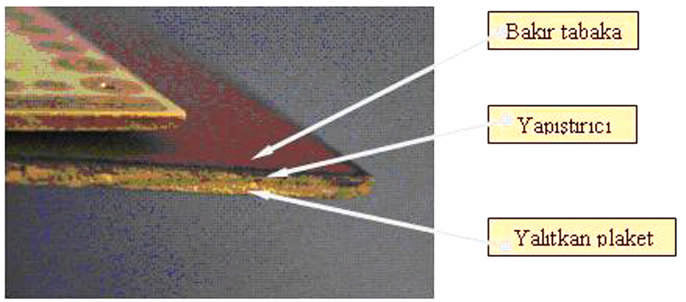
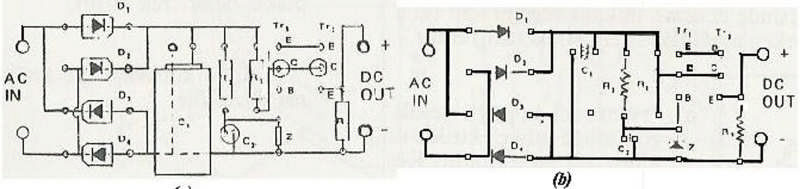
Elektronik devre elemanlarının üzerine yerleştirildiği ve bu elemanlar arasındaki elektriksel bağlantının bakırlı yüzde oluşturulan yollarla sağlandığı plakalara baskı devre plaketi veya kısaca baskı devre adı verilir. Baskı devrelerde yalıtkan plaket üzerine ince bir bakır tabakası güçlü ve dayanıklı bir yapıştırıcı ile tutturulmuştur.
Baskı devrelerde bakır yüzeyin bir bölümü eritilerek bakır yollar meydana getirilir. Baskı devre üzerine yerleştirilen devre elemanlarının bacakları deliklerden geçirilir ve alt bölümdeki bakırlı bölgeye lehimlenir. Elektronik devre elemanları bu bakırlı yollar aracılığıyla birbirine bağlanır.
Baskı devre çizilmesi sürecine elemanların plaket üzerine yerleşim planı yapılarak başlanır. Yerleşim planı yapılırken estetik görünüş yanında bazı teknik özelliklere de dikkat etmek gerekmektedir. Elemanların yerleştirilmesinde dikkat edilmesi gereken hususlar şunlardır:
1- Devredeki elemanların boyutları göz önüne alınmalıdır. Elemanların boyutları baskı
devre plaketinin büyüklüğünü de belirleyecektir.
2- Transistor, tristör gibi elemanlar dik; direnç, diyot gibi elemanlar yatık olarak
monte edileceklerdir.
3- Yüksek frekanslı devrelerde birden fazla bobin varsa bunlar yan yana yerleştirilir.
4- Yüksek güçlü transistor, triyak gibi elemanların soğutucuları da hesaba katılmalıdır.
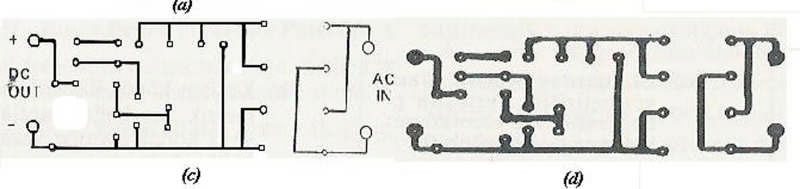
Bu hususlar dikkate alınarak mili metrik (ya da kareli) kağıt üzerine devrenin üstten
görünüşü çizilecektir. Bunu yapmadan önce devre seması baskı devreye
aktarılmaya uygun olacak şekilde değiştirilir. Bu değişiklikler devrenin elektriksel
bağlantısıyla ilgili değil, hatların boyları ve geçtiği yerler gibi estetiğe ilişkin ve baskı
devrenin çıkarılmasını kolaylaştırıcı değişikliklerdir. Mili metrik kağıt üzerinde devrenin üst
görünüşü çizildikten sonra eleman uçlarının geleceği delik yerleri işaretlenir. Deliklerin aynı
hizada olmasına dikkat edilmelidir. Delikler arasına elemanların sembolleri çizilir ve
elemanları birbirine bağlayan hatlar koyulaştırılır. Bundan sonra mili metrik kağıt ters
çevrilir ve delik yerleriyle hatlar bu yönden çizilir. Alttan görünüş olacak olan bu görünüşünrahatça çıkarılabilmesi için kağıt, pencere camına kenarından tutturulabilir. Bu sayede üstten
görünüşteki çizgi ve delik yerleri tersten çizilebilir. En son elde edilen görünüş, plaketin
bakırlı yüzeyinde oluşturulacak olan görünüştür. Buraya kadar yapılan işlem baskı devrenin
alttan (bakır kaplı taraf) görünüşünün kağıt üzerine çizilmesidir. Bundan sonra yapılması
gereken işlem bu şeklin bakırlı plaketin bal kaplı yüzeyine aktarılması ve bakırlı yollar
meydana getirilmesidir. Şimdi de bu konuyu inceleyeceğiz.

Baskı Devre Plaketinin Hazırlanması :
Uygulanacak devrenin büyüklüğüne göre baskı devre plaketleri istenilen ölçülerde
olmayabilir. Bunun için bu plaketleri esmek gerekir. Kesme işleminde yeterli dikkat eğri
kesimler, baskı devre plaketinde çatlama ve bakır levhada kopmalar meydana gelir. Bu
olaylar devrenin çalışmamasına ve mekanik dayanıklılığın azalmasına sebep olur. Bu nedenle bakır plaketi keserken dikkatli olmalıdır. Kesme işleminde özel maket bıçakları ,neşterler yada testere kullanılabilir.
Yapılan çizimin baskı devreye aktarılmasında belli başlı 3 yöntem vardır.
1- Baskı devre kalemi metodu
2- Foto rezist metodu
3- Serigrafi metodu
Bir Dördüncü yöntem sayabileceğimiz pratik bir yol daha vardır. Üyü ile :) .Sayfamızın sonunda bu yöntemde ayrıca anlatılmıştır.
Baskı Devre Kalemi Metodu
Kağıt üzerine yapılan çizim bakırlı plaketin bakır kaplı olan yüzüne baskı devre
kalemi ile aktarılır. Aktarma işlemi elle yapılır. Bu yöntem basit ve kalitenin pek aranmadığı
uygulamalarda tercih edilir. Sonuçta, bakırlı yolların elle çizilmiş olduğu belli olur. Baskı
devre kaleminin özelliği çizilen yollar kuruduktan sonra eritici sıvıda boyanın
kalkmamasıdır. Baskı devre kalemi permanant kalem olarak da bilinir.
Foto Rezist Metodu
Bu metotta devrenin bağlantı yollarının çizimi aydınger kağıt üzerine yapılır.
Aydınger üzerine yapılan çizim elle yapılacağı gibi bilgisayar programları aracılığıyla
yapılıp lazer yazıcıdan da elde edilebilir. Çizim elle yapılacaksa rapido kalem veya baskı
devre kalemi kullanılır.
Aydıngere çizilen çizgiler net ve koyu olmalıdır. Koyu olan yerler ışık geçirmeyecek
şekilde tam koyu, aydıngerin diğer yerleri ise tertemiz ve lekesiz olmalıdır. Foto rezist
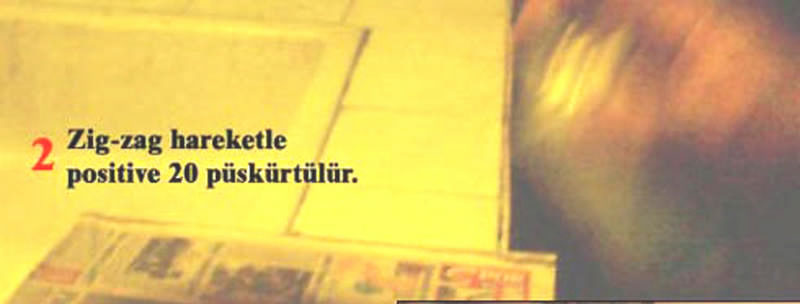
metodunun pozlandırma süreci daha sonra anlatılacaktır. Foto rezist metodunda ışığa
dayanıklı bir madde kullanılır. Bu madde piyasada POZİTİF 20 olarak adlandırılmakta ve bu
isimle satılmaktadır. Bu yüzden bu metot POZİTİF 20 metodu olarak da adlandırılır.
Serigrafi Metodu
Bu metotta da devrenin bağlantı yollarının şekli aydıngere aktarılır. Aydınger üzerine
çizme işlemi foto rezist metoduyla tamamen aynıdır. Serigrafi metodunda nakış çerçevesi
gibi bir çerçeveye ipek gerilir. Gerek çerçeve gerekse ipek piyasada ayrı ayrı bulunabileceği
gibi ipek çerçeveye gerilmiş biçimde hazır da satılmaktadır. İpeğin gözenek sayışı çok olanı
kullanılırsa baskı devre daha kaliteli olacaktır. Kırmızı ışıkla hafifçe aydınlatılmış bir odada
ipek üzerine ışığa duyarlı madde uygulanır. Bundan sonra aydınger gergin ipek üzerine
konup pozlandırmaya bırakılır. İpek pozlandıktan sonra musluk altında yıkanır ve kurutulur.
İpek üzerine dökülen yağlı boya ile çizim ipeğe aktırılmış olur. İpek gerekli yerlerin boyanmasını diğer yerlerin boyanmamasını sağlayan bir süzgeç görevi yapar.
Baskı Devreyi Plaket Üzerine Çıkarma Yöntemleri
Yukarıda sayılan yöntemlerin tümünde baskı devrenin kesilmesi, hazırlanması ve
temizlenmesi süreci aynıdır. İlk iş olarak plaket çizimde belirtilen boyutlarda kesilir. Kesme
işleminde mümkünse giyotin makas, olmadığı takdirde düzgün zemin üzerinde çelik metre
ile maket bıçağı kullanılabilir. Kesme işlemi sırasında plaketin yüzeyi zedelenmemeli
kenarları çapaklanmamalıdır. Bunun için plaket hafitçe ısıtılabilir.
Plaketin bakırlı yüzünün tertemiz, her türlü leke ve yağdan arınmış olması çok
önemlidir. Bakır yüzü lavabo ovulması işleminde kullanılan maddelerden biriyle ovmak ve
musluk suyuyla yıkamak gerekir. Yıkama işleminde bol su kullanılmalıdır. Bundan sonra
bakır yüz temiz, kuru ve tüy bırakmayan bir bezle kurulanmalıdır. Bakırlı yüze elle temas
bile lekelenmeye ve ilerde baskı devrenin hatalı çıkmasına neden olabilir. Kurulama bezi
dışında, plaket saç kurutma makinesi ile de kurutulabilir.
Pozlandırma
Baskı devre kalemi yönteminde pozlandırma aşamasına gerek yoktur. Pozlandırma
işlemi Foto rezist yöntemiyle Serigrafi yönteminde gereklidir. Bu yöntemlerde de
pozlandırma işlemi birbirinden farklıdır.
Foto rezist yönteminde pozlandırma işlemi: Bu yöntemde Pozitif 20 adı verilen sprey şeklinde ve ışığa duyarlı bir madde kullanılır. Pozitif 20 maddesi kırmızı ışıkla çok az aydınlatılmış bir odada plaketin temizlenmiş ve kurulanmış bakır yüzüne yaklaşık 20 cm. bir mesafeden püskürtülür (Hemen hatırlatalım pozlandırma işleminin tümü ve bunu takip eden banyo işlemi kırmızı ışıkla hafifçe aydınlatılmış olan hu odada yapılır). Bu madde kurulduktan sonra ışık görmediği sürece bazı asitlere karşı koruyucu bir tabaka oluşturur. Püskürtme maddesiyle tüm yüzeye eşit miktarda yapılmalı, yüzey üzerinde akıntılar olmamalıdır. Yüzeyin pozitif 20 maddesiyle kaplandıktan sonra ayna veya cam gibi düz ve parlak görüntüsü olmalıdır. Pozitif 20 ile kaplanan plaket bir süre kurumaya bırakılır. Kurutma işleminde saç kurutma makinesi kullanılabilir. Bu sırada yüzeye toz v.b. yapışmamalıdır.

Plaket kuruduktan sonra pozlandırma işlemi yapılır. Devrenin çizimi aydınger kağıt üzerine koyu bir mürekkeple yapılmış olmalıdır. Bu çizim plaketin alttan (bakırlı yüzden) bakıldığında eleman ayaklarının yerlerini ve bu ayaklar arasındaki bakırlı bağlantı yollarının nasıl olacağını göstermektedir. Bu çizim köşeleri bakırlı plaketin köşelerine gelecek şekilde düzgün olarak bakırlı yüze yerleştirilir. Bundan sonra pozlandırma kutusu kullanılacaktır. Pozlandırma kutusu tabanı ve kenarları kapalı, üstü camla kaplı, içinde 20 wattlık 4-5 flüoresan lamba bulunan bir kutudur. Pozlandırma kutusu pozlandırma işlemi için gerekli olan güçlü flüoresan ışık kaynağı görevini yapar.

Plaket aydıngerle kaplı bakırlı yüzey aşağıya bakacak şekilde pozlandırma kutusunun tarafındaki camın üzerine konulur. Flüoresan lambaların ışığı çizimden geçerek plaketin bakırlı yüzeyine düşer. Aydınger üzerine koyu mürekkeple çizilmiş olan bölgelerin tam arkasına gelen yerler ışık almazken şeffaf bölgelerin arkasındaki yerler ışık alır. Işık alan bölgesindeki ışığa duyarlı madde koruma özelliğim kaybeder.
Pozlandırma kutusunda ışık uygulama işlemi ışığın gücüne, kullanılan foto rezist maddenin kalitesine ve yüzeyde oluşturulan katmanın kalınlığına göre 5-10 dakika sürebilir. Güçlü flüoresan ışıkta 7 dakika yeterli bir süre olmaktadır. Bu süre sonunda ışık kesilir. Aydınger plaket üzerinden alınır. Foto rezist yöntemde her plakete pozlandırma yapılması gerekir. Bu nedenle seri üretimler için uygun değildir. Ayrıca maliyeti de diğer yöntemlere göre yüksektir. Üstünlüğü kaliteli baskı devre elde edilebilmesidir.
Serigrafi yönteminde pozlandırma işlemi: Serigrafi yönteminde çerçeve üzerine gerili ipek yüzey pozlandırılmaktadır. İpek ve çerçeve piyasadan ayrı ayrı alınıp ipeğin çerçeveye gerilmesi işlemi kullanıcı tarafından yapılabileceği gibi piyasada hazır olarak ipek çerçeveye gerilmiş şekilde de satılmaktadır. İpeğin birim alanda gözenek sayısının fazla olması yapılan işin kalitesini arttıracaktır. Plaketin boyutlarına uygun boyda çerçeve kullanılmalıdır. İpek yüzey ışığa duyarlı maddelerden biriyle kaplanır. Sonra pozlandırma ile aydıngerdeki çizim ipek üzerine aktarılır. İpek bir elek görevi yaparak yağlı boya v.b. bir koruyucu plaketin bakırlı yüzeyindeki korunması gereken yerlere aktarılmasın) sağlar. Plaketin bakırlı yüzünde koruyucu maddeyle kaplanan kısımlar korunacak, diğer kısımlar çıplak bakır oldukları için eritici sıvı (asit) içinde eriyecek ve geriye sadece kalması gereken bakır yollar kalacaktır.
İpeğin ışığa duyarlı madde ile kaplanması kırmızı ışıkla hafifçe aydınlatılmış bir odada yapılır. Işığa duyarlı koruyucu madde olarak Alkoset veya Kivasal maddeleri % 90, Kromal maddesi % 10 oranında cam bir kap içersinde karıştırılır. Bu işlem de kırmızı ışıkla hafifçe aydınlatılmış odada yapılır. Karışım içersine toz v.b. girmemeli ve hava kabarcığı kalmamalıdır. Bu karışım bir çerçeveye gerilmiş olan ipek üzerine sıvanır. Rahle denilen bir araç ile karışımın ipek üzerine eşit olarak yayılması sağlanır. Saç kurutma makinesi ile ipek kurutulur. Bundan sonra pozlandırma işlemine geçilir. İpek, çerçevede gerili olduğu için bunlara uygun pozlandırma kutusu kullanılmalıdır. Pozlandırma süresi kullanılan ışığa duyarlı maddenin cinsi, kalitesi ve yüzeye sıvanan miktarıyla değişebilir. Ortalama değerler kullanılmışsa pozlandırma süresi 7-10 dakikadır. Bu süre sonunda pozlandırma kutusunun ışığı kesilir. Bu yöntemle ipek bir kez pozlandıktan sonra çok sayıda plaketin üretiminde kullanılabilir. Üretilecek plaket sayışı arttıkça birim basma maliyet düşer. Bu nedenle seri üretimde serigrafi yöntemi tercih edilir.
Banyonun Hazırlanması ve Banyo İşlemi
Baskı devre kalem metodunda pozlandırma ve banyo işlemleri yoktur. Foto rezist ve
serigrafi yöntemlerinde de banyo işlemi farklıdır. Banyo işleminin amacı pozlandırma işlemi
sonucunda plaket üzerinde kalan ışığa duyarlı maddenin gereksiz kısımlarının
temizlenmesidir.
Foto Rezist Metodu
Bu yöntemde banyo sıvısı sudkostik çözeltisidir. Bir litre suya 7 gram sudkostik
karıştırılır. Yaklaşık 32 C° çözelti sıcaklığında banyo 3 dakika kadar sürer. Yukarıdaki
miktarlarla hazırlanan çözelti 150 cm. X 150 cm. boyutlarındaki bir plaket için yeterlidir.
Banyo işlemi sonunda plaket üzerindeki katmanda aydıngerdeki çizimin renk değişikliği
şeklinde net olarak yansıdığının görülmesi gerekir. Yollar ve eleman ayaklarının bağlantılar
aydıngerdeki çizimin aynısı olmalıdır. Renk değişikliği olan kısım, eritme işlemine dayanıklı
bir kaplama ile kaplanmıştır. Plaket banyo sıvısından çıkarılıp su ile tekrar yıkanır. Bu
aşamadan sonra plaket ışıktan zarar görmez. Ancak bakırlı yüzeyin çizilmemesine dikkat
etmek gerekir.Bazen banyodan sonra çizimin bazı kısımlarının bakırlı yüzeyde hiç fark edilemediği
görülür. Bu durumda yüzeyin temizlenmesi, ışığa duyarlı malzeme ile kaplama, pozlandırma
ve banyo işlemleri tekrar yapılmalıdır.
Serigrafi Metodu
Bu yöntemde banyo işlemi de oldukça basittir. Pozlandırma işleminden çıkan ipek
muslukta basınçlı su altında tutulur. Bu arada ipeğin kırışmaması, delinmemesi ya da fazla
gerilerek boyutlarının değişmemesi gerekir. Pozlandırma işlemi başarılı olmuşsa, banyo
işleminden sonra baskı devre çiziminin ipek üzerinde aynen ve temiz olarak aktarılmış
olduğu görülür. Bu durumda ipek hazır hale gelmiş demektir. İpek üzerindeki çizimin
plaketin bakırlı yüzüne aktarılması oldukça basittir. İpek ve çerçevesinin altına temizlenmiş
plaket yerleştirilir. Bakırlı yüz ipek tarafına bakmalıdır. İpeğin üst tarafından aside karşı
dayanıklı boya dökülür. Bir araç (rahle) yardımıyla boya ipek üzerine uygulanır. İpeğin açık
olan kısımlarından süzülen boya plaket üzerine geçer. İpeğin ışığa duyarlı madde ile
kaplanmış ve pozlandırma esnasında bozulmamış (yani kapalı) kısımları boyanın plaket
üzerine geçmesine izin vermez. Hazırlanan ipek; kullananın becerisine, çizimin ince ya da
kalın hatlardan oluşmasına v.b. bağlı olarak 100 ila 1000 adet arasında plaket üretiminde
kullanılabilir. Daha fazla plaket gerekliyse tamamen yeni bir ipek üzerinde aynı işlemlerin
tekrarlanması gerekir. Daha önce de belirttiğimiz gibi bu yöntem seri üretimlerde en uygun
olanıdır.
Eritme İşlemi
Baskı devre plaketinin bakırlı yüzünde kalması gereken bakır yollar dışındaki bakırın
plaketten ayrılması işlemine eritme işlemi denir. Eritici olarak asit veya diğer bazı kimyasal
çözeltiler kullanılır. Eritme işleminde kullanılan sıvının cilde sıçraması tehlikelidir. Bu
nedenle eritme işlemi dikkatle yapılmalıdır. Eritme işlemi sırasında deriye sıçrama olmuşsa
sıçranan yer hemen bol su ile yıkanmalıdır. Eritme işlemi sırasında eriyiğe doğru
eğilmemeli, eriyikten çıkan gazlar solunmamalıdır. Eritici olarak demirüçklorür (Ee3Cl),
amonyum persülfat ve hidrojen peroksit-hidroklorik asit karışımı sıklıkla kullanılan
eriyiklerdir. Güvenli ve pratik olması bakımından bunların içinde en çok demirüçklorür
kullanılır. Baskı devrelerin tek tek üretildiği birçok uygulamada eritme işlemi için uygulanan
sıvı demirüçklorür (Fe3Cl) çözeltisidir. Demirüçklorür normalde katı halde ve
çamurlaşabilen topaklar şeklinde satılmaktadır. Madde önce çekiç ile ufalanmalıdır.
Ufalanan demirüçklorür cam veya naylon bir kaptaki (leğen) ılık suya karıştırılır. Suya,
eritebildiği kadar demirüçklorür karıştırılmalı, dibe çökme işlemi başlayınca durmalıdır.Banyo işleminden çıkan plaket bu çözeltiye daldırılır. Plaketin bakırlı yüzeyinde bir
reaksiyon başlar ve ince bir tabaka oluşur. Tabakayı dağıtmak için sıvıyı sıçratmamak
şartıyla kap sallanarak sıvı dalgalandırılır. İdeal olarak, gereksiz bakır yüzey tamamen
eriyince işlem tamam olur. Plaketin büyüklüğüne v.b. bağlı olarak değişmek şartıyla erime
işlemi yaklaşık5 dakika sürer. Demirüçklorür çözeltisi 40-45 C° ısıtılırsa erime işlemi daha
hızlı olur. Bakırlı plaket tahta bir maşa aracılığıyla çözeltiden çıkarılır ve hemen bol suyla
yıkanır. Daha sonra bir bezle silinerek kurulanır. Tinerli bir bez ile de koruyucu madde
artıkları temizlenir.
Kart iyice temizlenince önce gözle sonra avometreyle bakır yolların kontrolü yapılmalıdır. Kontrolden sonra bakır yüzün oksitlenmeden korunması ve lehimin kolayca yapılabilmesi için varsa koruyucu vernikle kaplanır. Vernikleme işlemi daha ziyade profesyonel amaçlı işlerde yapılmaktadır. Artık bakırlı plaketimiz delme işlemine hazırdır.
Plaketin Delinmesi
Hazırlanan baskı devresi üzerine yerleştirilecek devre elemanların bacaklarının
geleceği yerlerin matkapla delik açılması işlemine delme denir.
Montaj
Montaj işlemi, devre elemanlarının plaket üzerine yerleştirilmeleri ve lehimlenmeleri
aşamasını içerir. Devrenin sağlıklı çalışması ve plaketin alacağı son görünümü belirlemesi
bakımından elemanların montaj aşaması da çok önemlidir. Dizayn aşamasında titiz
davranılmış bir kartın (plaketin) montajı da özenle yapılırsa görünüşü çok düzenli, temiz,
kullanılması ve en önemlisi sağlıklı olarak çalışan bir devre elde edilir. Montaj sırasında
aşağıdaki hususlara dikkat edilmelidir:
Montaja başlamadan önce eldeki kartın bakırlı yolları avometre ile tek tek
kontrol edilerek bir kısa devre olup olmadığı anlaşılmalıdır. İki hat arasında
istenmeyen bir varsa bu temas keskin bir çakı veya maket bıçağı ile mümkün
olduğunca dikkatli olarak giderilir. Seri üretimlerde bu işlem sadece prototip
olarak üretilen ilk birkaç kartta yapılır. Kart üretimi güvenli hale geldikten sonra
seri üretilen birbirinin aynı olan kartlar tek tek kontrol edilmezler.
Montaj sırasında kullanılan elemanların şemada belirtilen özelliklerde olması
gerekir. Az sayıda üretilen işlerde, elemanların sağlam olup olmadığı avometre
kullanılarak tek tek kontrol edilir.
Elemanların ya şemaya göre belli bir sırada ya da plaketin bir tarafından diğer
tarafına doğru sırayla monte edilmesi gerekir. Böylece montaj sırasında bazı
elemanların unutulmasının önüne geçilir. Elemanlar yerleşim planına göre
monte edilmelidirler.
Özellikle yarıiletken elemanların bacakları yanlış, elektrolitik kondansatörlerin
uçları ters bağlanmamalıdır.
Lehimleme işleminde temizlik çok önemlidir. Lehimlenecek noktalar temiz
olmalıdır. Lehimleme esnasında dikkat edilecek diğer bir önemli nokta elemana
zarar vermeden lehimleme işlemini bitirmektir. Lehimleme sırasında fazlaca
ısınan bir eleman bozulabilir.
Soğutucu üzerine monte edilecek elemanlar varsa bunların montajında
soğutucunun edilip edilmediği önemlidir.Soğutucu ile eleman arasına ısıyı iyi
ileten bir macun sürülmeli, ayrıca elemanın soğutucudan yalıtılması gerekiyorsa
araya ısıya dayanıklı bir yalıtıcı konur.
Bazı elemanlar çeşitli nedenlerle kart dışında yer alırlar. Bir de kartın giriş ve
çıkış bağrı vardır. Bu nedenlerle karta bağlanması gereken kablolar dikkatle
lehimlenmeli, varsa renklerine dikkat edilmeli, kablo kalınlıklarının uygun
olmasına özen gösterilmelidir. Büküm taşıyan kabloların kalın, bunların karta
bağlantılarım yapan lehimlerin sağlam ve büyüklükte olması gerekir.
Transformatör gibi ağır elemanlar çoğu kez kartın dışında yer alırlar. Ancak kart
üzeri-monte edildiklerinde de bunların lehimlenmesinde bol lehim kullanmak ve
lehimin en iyi yayılması sağlamlık açısından önemlidir.
Montaj tamamlandıktan sonra kart enerji uygulamadan önce ve sonra test edilir.
Testler sonunda devrenin sağlam olduğu anlaşılırsa kart tamamlanmış demektir.
Bazı devrelerde yüzeyin verniklenmesi işlemi malzemelerin plakete lehimlenmesinden sonra yapılmaktadır.
Ütü İle Pratik Baskı Devre Hazırlamak :
İlk yapılması gereken kuşe kağıda devre şemalarının çıktısını almaktır. Bunun içinde lazer yazıcı kullanılması tavsiye edilir. Çıktı olabildiğince koyu olmalıdır. Koyu renk elde edilemezse fotokopi makinesi ile koyulaştırma yapılabilir. Şimdi bakır levhanıza kuşe kağıdın mürekkepli yüzeyi gelecek şekilde sabitleyin. Şimdi kağıdın üzerinden ısıtılmış ütüyü yavaş yavaş sürün. Ütülemeyle toner bakır levhaya geçmeli. Hafif kaldırarak mürekkebin tam olarak geçip geçmediğini kontrol edebilirsiniz. Mürekkep tam olarak bakır levhaya geçtiğinde kuşe kağıdı levhamızdan ayırıyoruz. Kağıt yapışmış ve çıkmıyorsa su ile ıslatarak ovabilirsiniz. CD,cam kalemi ile devrenin eksik kısımlarını tamamlıyoruz. Şimdi 1/5 oranında asit karışımı hazırlıyoruz (beş bardak tuzruhu -.1 bardak perhidrol). Levhayı solisyonumuza atıyoruz ve beklemeye başlıyoruz. Solisyon bakırın tepkimeye girmesi ile yeşile dönecektir. Bekleme süresini gözle kontrol ederek karar verin. Daha sonra toner ve fırça ile levhanın üzerindeki mürekkebi çıkarın. Asite temas eden yüzeyin iletkenlik özelliği giderilmiş olacaktır ancak mürekkebin altında kalan kısım hala iletkendir. İşte bu kısım bizim devre yolumuzdur. Artık sıra deliklere geldi. Parçaları monte edeceğimiz yerleri ince bir matkapla delip 0 zımpara ile fazlalıklarını alıyoruz. Artık devre elemanlarını yerleştirip lehimleyebiliriz. Sağlıklı lehimlemek için lehim başlığımızı okuyabilirsiniz. Devrenin üzerine vernik atmanızı öneririz.
Kolay gelsin....
Kaynak : Meb kaynakları ve şahsi bilgilerden derlenmiştir.